Die verborgenen Brüche: Warum Ihr Zirkonoxid-Grünkörper versagt, bevor er je das Feuer sieht
May 29, 2026

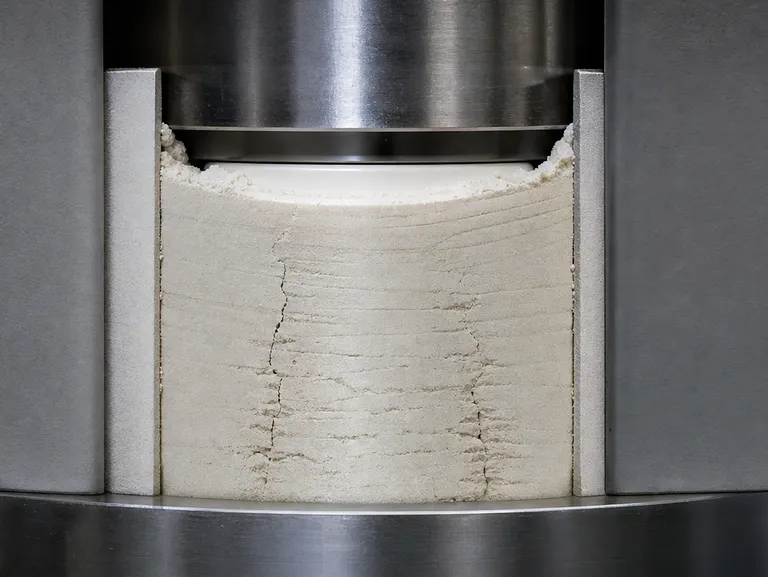
Der Riss, der aus dem Nichts erscheint
Sie ziehen den gesinterten Zirkonoxid-Tiegel aus dem Ofen. Auf den ersten Blick sieht er in Ordnung aus. Dann sehen Sie ihn – einen haarfeinen Riss, der entlang der Basis verläuft. Nicht an der Oberfläche, wo Sie ihn erwartet hätten, sondern tief im Inneren, wo kein Werkzeug ihn je berührt hat. Das Versagen war lange eingebacken, bevor der Ofen überhaupt warm wurde.
Die meisten Ingenieure geben dem Sinterprofil die Schuld. Sie optimieren Aufheizraten, Haltezeiten, Atmosphäre. Doch der wahre Übeltäter sitzt oft weiter oben in der Prozesskette, in einem stillen Moment intensiven Drucks, den niemand genau genug beobachtet hat. Der Grünkörper hielt ein Geheimnis. Und die hydraulische Presse, die ihn formte, sagte entweder die Wahrheit oder begrub eine Lüge.
Die unsichtbare Architektur
Ein trocken gepresster Zirkonoxid-Feuerfestkörper beginnt nicht als Keramik. Er beginnt als ein Haufen Pulver – Partikel aus Yttrium-stabilisiertem Zirkonoxid, jedes ein winziger, spröder Kristall, umgeben von Luft.
Die Presse tut etwas fast Magisches. Sie drängt diese Partikel mit einer Kraft, die eine Tonne pro Quadratzentimeter übersteigen kann, zusammen. Diese Kraft presst nicht nur Luft heraus. Sie zwingt Partikel dazu, zu gleiten, sich zu drehen und sich in Anordnungen zu packen, die sie von alleine nie finden würden.
Was unter einer Tonne pro Quadratzentimeter geschieht
Die Verdichtung erfolgt in Stufen. Keine davon ist von außerhalb der Matrize sichtbar.
- Zuerst Umlagerung. Partikel gleiten aneinander vorbei und lassen innere Hohlräume kollabieren wie ein Gebäude, dem die Etagen entfernt wurden. Der Großteil der Volumenreduktion geschieht hier, aber die Bindungen sind noch schwach.
- Dann plastische Verformung. An Kontaktpunkten steigt der Druck auf unglaubliche Werte. Zirkonoxidpartikel geben leicht nach und bilden kaltgeschweißte Brücken. Diese Brücken verleihen dem Grünkörper seine strukturelle Integrität – seine Grünfestigkeit.
- Schließlich eine verriegelte Struktur. Die Luft wird auf ein Minimum reduziert. Poren schrumpfen auf Größen, die sich während des Sinterns tatsächlich schließen können, anstatt zu Rissinitiatoren zu werden.
Diese Abfolge fühlt sich mechanisch an, ist aber auch emotional. Jeden Hohlraum, den Sie zurücklassen, wird später seinen Preis fordern. Und der Pressenbediener muss diese Spannung zwischen Geschwindigkeit und Vollständigkeit spüren.
Warum gleichmäßige Dichte Ihren Schlaf raubt
Hier ist die psychologische Falle: Sie können die durchschnittliche Dichte eines Grünkörpers messen und zufrieden sein. Sie entspricht der Spezifikation. Aber Sie haben den Gradienten in seinem Inneren nicht gemessen.
Die Sanduhrform, die Bauteile zerstört
Die meisten Labor- und Industriefreisen üben Druck uniaxial aus – aus einer oder zwei Richtungen. Pulver in der Nähe des Stempels verdichtet sich stärker als Pulver in der Mitte. Das Dichteprofil entwickelt eine Sanduhrform. Dicht oben und unten, weniger dicht in der Mitte.
Während des Sinterns übersetzt sich diese ungleichmäßige Dichte in differentielles Schwinden. Die Mitte schwindet stärker als die Ränder. Innere Spannungen bauen sich auf, bis das Teil sich verzieht, wölbt oder einfach reißt. Sie öffnen den Ofen und geben dem thermischen Zyklus die Schuld. Die Presse kommt ohne Makel davon.
Eine persönliche Geschichte eines unsichtbaren Gradienten
Ich sah einmal einem Techniker zu, wie er eine Reihe von Zirkonoxid-Setzplatten presste. Die Maße im Grünzustand waren perfekt. Dichteprüfungen mit der Archimedes-Methode lagen innerhalb der Toleranz. Aber jede fünfte Platte riss während des Sinterns an derselben Ecke.
Das Problem war nicht der Ofen. Es war ein verschlissenes Dichtungselement am Pressenzylinder, das während der Haltephase eine subtile Druckdrift verursachte. Der Gradient war für unsere Messung unsichtbar, weil wir nur die globale Durchschnittsdichte prüften. Wir waren blind für die räumliche Geschichte.
Der Sweet Spot zwischen zu wenig und zu viel
Druck ist eine Droge, und eine Überdosis ist leicht. Sie denken: "Wenn 80 kN gut sind, sind 100 kN besser." Das Pulver ist anderer Meinung.
Die Überverdichtungsfalle
Übermäßiger Druck speichert elastische Energie in den verdichteten Zirkonoxidpartikeln. Wenn sich der Stempel zurückzieht und das Teil ausgeworfen wird, wird diese Energie plötzlich freigesetzt. Der Grünkörper delaminiert in Schichten – ein Defekt namens Capping oder Lamination. Es sieht aus, als würde ein Stapel Karten auseinandergezogen.
Diese Teile sind schlimmer als Fehlschläge. Sie sind Zeitdiebe. Sie sehen intakt genug aus, um Handhabung, vielleicht sogar Grünbearbeitung zu überstehen. Sie fallen erst während des Sinterns auseinander und zerstören Chargen und Vertrauen.
Haltezeit: Das Dilemma des Ingenieurs
Haltezeit – wie lange Sie den Spitzendruck halten – ermöglicht es der Luft zu entweichen und den Bindungen, sich zu stabilisieren. Aber jede zusätzliche Sekunde Haltezeit ist eine Sekunde, in der kein weiteres Teil produziert wird. Der Produktionsdurchsatz sinkt. Der Bediener spürt den Druck (die psychologische Art), sich zu beeilen.
Hier wird Präzisionskontrolle zur Identität. Eine Presse, die den Druck mit weniger als 1 % Drift hält, ermöglicht es Ihnen, die Haltezeit zu verkürzen, ohne die Gleichmäßigkeit zu opfern. Sie hören auf zu raten und beginnen, dem Druckkurvengedächtnis der Maschine zu vertrauen.
Wie wir Pressen bauen, die sich an jedes Partikel erinnern

Bei Our Laboratory Solutions sehen wir die hydraulische Presse nicht als eine reine Kraftmaschine, sondern als ein Präzisionsinstrument für Materialarchitektur. Die Ausrüstung wird zu einem Partner, der Varianz eliminiert.
Ein Spektrum der Verdichtung für jede Zirkonoxid-Herausforderung
Die Probleme, denen Sie gegenüberstehen, hängen davon ab, wo Sie in der Materialwissenschaftskette sitzen. Produzieren Sie eine einzelne XRF-Tablette für die Analyse oder eine Charge Tiegel für Hochtemperatursynthesen? Die Presslösung ändert sich.
| Ihr Hauptziel | Die richtige Pressphilosophie | Warum es für Zirkonoxid wichtig ist |
|---|---|---|
| Maximale strukturelle Dichte | Kaltisostatisches Pressen (CIP) bis zu 300 MPa | Beseitigt uniaxiale Gradienten; gleichmäßige Verdichtung in alle Richtungen |
| Hochdurchsatz-Präzision | Uniaxiale Laborpresse mit programmierbarem Druck | Balanciert Geschwindigkeit und Wiederholgenauigkeit für konsistente Grünfestigkeit |
| Dünne Scheiben oder Tabletten | XRF-Tablettenpresse mit präziser Kraftregelung | Verhindert Capping bei dünnen Geometrien durch Steuerung des elastischen Rücksprungs |
| Fortgeschrittene Sintervorbereitung | Vakuum-Heißpresse | Kombiniert Druck und Temperatur zur Vorverdichtung für feldunterstütztes Sintern |
Jenseits der Presse: Das komplette Pulver-zu-Grünkörper-System
Die Presse arbeitet nicht allein. Partikelgrößenverteilung, Feuchtigkeitsgehalt, Granulation und sogar die Matrizenwandreibung bestimmen die Endqualität. Deshalb haben wir ein Ökosystem um die Presse herum aufgebaut:
- Mahlen und Zerkleinern: Planeten-Kugelmühlen, Strahlmühlen und Kryogenmühlen geben Ihnen die exakte Partikelmorphologie, die für zuverlässiges Packen benötigt wird.
- Siebmaschinen und Prüfsiebe: Luftstrahl1- und Vibrationssysteme stellen sicher, dass die Größenverteilung Ihres Pulvers nicht von Charge zu Charge driftet.
- Pulvermischer und Entschäumungsmischer: Homogenes Mischen verhindert Entmischung, die bereits vor dem Pressvorgang eigene Dichtegradienten erzeugen würde.
Dieser gesamte Arbeitsablauf kontrolliert die Information, die das Pulver in die Matrize trägt. Sie geben der Presse eine konsistente Geschichte zum Schreiben.
Die Romantik des makellosen, architektonischen Teils

Es gibt einen Moment im Labor, wenn Sie einen Grünkörper auswerfen und in der Hand halten. Es ist immer noch nur ein Pulverpressling, zerbrechlich und kühl. Aber er trägt bereits den Bauplan der gesinterten Komponente, die er werden wird.
Wenn Sie ihn korrekt gepresst haben – mit kontrollierter Kraft, gemanagten Gradienten und Respekt vor der Haltezeit – dann hat dieser Bauplan keine verborgenen Brüche. Das Sintern wird eine Erfüllung sein, keine Enthüllung verborgener Fehler. Das Teil wird gleichmäßig schwinden, sauber kristallisieren und in den Dienst gehen mit derselben Integrität, die Sie ihm gegeben haben.
Das ist die Romantik des Ingenieurs. Nicht die Maschine selbst, sondern die Kausalkette, die sie ermöglicht – vom Pulver zum Produkt, von der Kraft zur Funktion.
Wir helfen Ihnen, diese Kette zu schließen. Kontaktieren Sie unsere Experten, um das Press-, Mahl- und Siebsystem zu finden, das Ihr Zirkonoxidpulver in Bauteile verwandelt, denen Sie vertrauen, bevor sie je das Feuer sehen.
Quicklinks
Empfohlene Produkte
Hochleistungs-Rotary-Tablettenpresse mit 9 Stempeln für die PulververpressungWeiterführende Lektüre
Die Risse, die Sie nicht sehen: Wie Pressfehler selbstverstärkte Beta-Si3N4-Keramiken sabotieren Vor dem Ofen: Ein Gespräch mit dem Chaos – Wie präzise Pulververarbeitung und Kompaktierung die Zuverlässigkeit von Kernbrennstoff formen Das transparente Fenster: Wie Druck und Salz einen Weg für Licht durch antike Mauern bahnen Die verborgene Mechanik der Dichte: Wie eine einfache Presse sprödes Pulver in unzerstörbare Verbundwerkstoffe verwandelt Die 15-Tonnen-Wahrheit: Warum Ihre Elementaranalyse nur so gut ist wie Ihr PresslingPowderPreparation
Last updated on May 15, 2026




