Der unsichtbare Fehler: Warum Verbundproben eine tiefere Art von Präzision erfordern
Jun 06, 2026

Der stille Saboteur in Ihren Prüfdaten
Eine Labortechnikerin wiegt ein neu synthetisiertes thermoplastisches Pulver mit der Konzentration eines Apothekers. Die Verstärkungsfasern sind perfekt dispergiert. Die Formulierung ist elegant. Dann presst sie die Probe, fräst sie in eine Knochenform und montiert sie für die Zugprüfung.
Die Kurve sieht falsch aus. Nicht dramatisch falsch – nur wenige Prozent niedrigere Festigkeit, etwas mehr Streuung zwischen fünf angeblich identischen Proben. Die meisten Forscher werden die Materialinhomogenität verantwortlich machen. Wenige werden die drei Sekunden unkontrollierter Abkühlung vermuten, die einen Gradienten der Kristallinität innerhalb der Probe erzeugt haben. Die Daten haben nicht das Material gemessen. Sie haben das Formgebungsartefakt gemessen.
Dies ist die stille Krise bei der Herstellung von Verbundproben. Wir geben Millionen für Spektrometer und Elektronenmikroskope aus, vertrauenren aber oft dem empfindlichsten Schritt – der Umwandlung von Pulver oder Prepreg in eine hohlraumfreie, dimensional genaue Prüfkörper – an Geräte, die für eine einfachere Zeit konzipiert wurden.
Die Psychologie des Prozesses: Warum wir die Formgebung unterschätzen
Menschen glauben intuitiv, dass „Wärme plus Druck gleich ein fester Block“ ist. Dieser Glaube ist gefährlich. Er verwechselt das Vorhandensein von Temperatur und Kraft mit der präzisen Choreografie von Temperatur und Kraft.
Eine laborplattenpresse ist kein veredeltes Waffeleisen. Es ist ein rheologisches Instrument im Verkleidung. Seine wahre Funktion ist es, die Viskositätsentwicklung einer Polymermatrix durch drei interdependenten Phasen zu steuern – Vorheizen, Druckhalten und kontrolliertes Kühlen –, sodass jede Faser benetzt, jede Blase eliminiert und jeder kristalline Bereich unter bewussten Regeln gebildet wird.
Wenn diese Choreografie versagt, ist das Versagen oft unsichtbar. Ein Hohlraumanteil von 2 % verändert nicht die Farbe der Probe. Er reduziert lediglich die Ermüdungslebensdauer um 15 %. Und das ist die gefährlichste Art von Fehler: eine systematische Verzerrung, die Sie nicht sehen können, die aber stillschweigend jede Schlussfolgerung, die Sie ziehen, korrumpiert.
Die Wärme-Druck-Nexus
Wärme ist nicht nur Energie
Bei Temperaturen zwischen 150 °C und 185 °C durchläuft die Polymermatrix eine tiefgreifende Transformation. Ihre langen Ketten gewinnen genug Beweglichkeit, um aneinander vorbeizugleiten. Die Viskosität sinkt um Größenordnungen. In diesem engen thermischen Fenster kann das Material mikroskopische Ecken der Form füllen und Verstärkungsfasern tief benetzen.
Aber jedes Polymer hat ein thermisches Budget. Überschreiten Sie es, beginnt der Kettenbruch. Die Matrix degradiert, bevor sie jemals den Prüfrahmen erreicht. Eine präzise Heißpresse respektiert dieses Budget mit gleichmäßiger, PID-geregler Plattenheizung – keine Hotspots, kein Raten.
Druck als Werkzeug zur Hohlraumentfernung
Wenden Sie 20 MPa bis 45 MPa Druck an, und etwas Bemerkenswertes passiert: eingeschlossene Luft und flüchtige Nebenprodukte beginnen, in die Schmelze zu lösen oder entlang von Grenzflächen zu wandern, bis sie den Formrand verlassen. Das Material verwandelt sich von einer Ansammlung getrennter Partikel in eine kontinuierliche, dichte monolithische Struktur.
Bei zu wenig Druck bleiben Mikroblasen als Spannungskonzentratoren bestehen. Bei zu viel Druck können Sie spröde Verstärkungen zerdrücken oder die Matrix zwingen, aus der Form auszufließen. Der „Sweet Spot“ ist schmal und nur mit kalibrierten hydraulischen Systemen und präziser Kraftsteuerung reproduzierbar.
Das Kühlrätsel
Die meisten Labordiskussionen konzentrieren sich auf das Heizen. Aber die Kühlrate definiert die endgültige Mikrostruktur. Kühlen Sie zu schnell ab, frieren Sie amorphe Ketten in einem instabilen Zustand ein und erzeugen innere Eigenspannungen. Kühlen Sie zu langsam ab, können Sie in große sphärolithische Kristallinität abrutschen, was Steifigkeit und Schlagverhalten verändert.
Gleichmäßiges Kühlen über die gesamte Plattenoberfläche – oft durch interne Wasserkreisläufe oder präzise gesteuerte Luftkühlung erreicht – stellt sicher, dass jede Probe in einer Charge unter identischer thermischer Historie kristallisiert. Andernfalls vergleichen Sie Schneeflocken, keine standardisierten Proben.
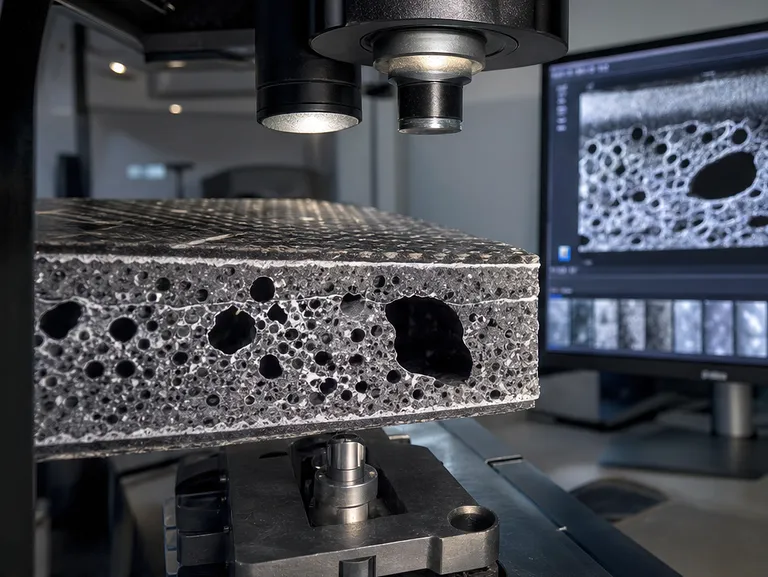
Wie Fehler sich vor aller Augen verstecken
Verbundproben können für das bloße Auge perfekt aussehen und trotzdem tiefgreifend kompromittiert sein.
- Unterirdische Hohlräume: Nur nach dem Querschliff sichtbar. Sie reduzieren die interlaminare Scherfestigkeit um bis zu 20 %, hinterlassen aber keine Spur an der Oberfläche.
- Dichtegradienten: Dichtevariationen von Rand zu Mitte können um weniger als 1 % abweichen, verschieben aber die Bruchausgangsstellen und machen die Versagensmodi unvorhersehbar.
- Oberflächenmikrorauheit: Wenn Platten nicht auf Mikron-Ebene plan geschliffen sind, führt Grip-Rutschen während der Zugprüfung zu Artefakten, die der Materialsteifigkeit angelastet werden.
- Eigenspannungsverzug: Eine Probe, die sich nach dem Entformen leicht wellt, hat bereits elastische Energie gespeichert. Sie verhält sich unter Last anders als eine spannungsfreie Probe, selbst wenn beide aus derselben Charge stammen.
Dies sind keine Materialprobleme. Es sind Formgebungsprobleme, die sich als Materialprobleme tarnen. Und sie zehren am wertvollsten Gut in der Forschung: Vertrauen.
Die drei Phasen, die die Wahrheit einer Probe definieren
Ein gut ausgeführter Heißpresszyklus spielt sich in drei bewussten Akten ab.
Phase 1: Vorheizen und Atmungsaktivität Der Formstapel wird mit minimalem Anfangsdruck auf die Zieltemperatur gebracht, sodass das Material erweichen kann und große Lufttaschen entweichen können, bevor die volle Verdichtung beginnt. Ein kurzer Atmungszyklus – momentaner Druckablass – kann flüchtige Bestandteile weiter auspurgen.
Phase 2: Volle Verdichtung unter Haltedruck Sobald die Matrix die Fließtemperatur erreicht, wird hoher Druck aufgebracht und aufrechterhalten. Dies ist der Verdichtungsmoment. Die Haltezeit muss lang genug sein, damit Polymerketten in Faserbündel eindringen und Restgas sich lösen kann, aber nicht so lang, dass die Degradation beginnt. Bei einigen Matrizen können bereits 30 Sekunden zusätzliche Haltezeit das Molekulargewicht unter die Spezifikation drücken.
Phase 3: Kontrollierte Erstarrung Der Druck wird aufrechterhalten, während die Kühlung beginnt. Während die Matrix erstarrt, schrumpft ihr Volumen. Die Aufrechterhaltung des Drucks während dieser Kontraktion verhindert Delaminationen und stellt sicher, dass die Probe ihre geformten Abmessungen behält. Die Kühlrate – ob natürlich, erzwungene Luft oder Wasser – bestimmt die endgültige Kristallinität und das Eigenspannungsprofil.
Eine Laborplattenpresse, die diese Phasen mit digitaler Präzision steuert, liefert Ihnen nicht nur Proben, sondern Prozessnachverfolgbarkeit. Sie wissen genau, was jede Probe erlebt hat. Das ist die Grundlage reproduzierbarer Wissenschaft.
Wenn gute Materialien schlecht werden
| Risikofaktor | Versteckte Konsequenz | Wie Präzisionsformgebung es verhindert |
|---|---|---|
| Ungleichmäßige Plattentemperatur | Inkonsistente Schmelzviskosität über das Blatt; Randdefekte in einigen Proben | PID-geregelte multiple Heizzonen mit aktiver Plattenüberwachung |
| Drucküberschwingen | Faserbruch, insbesondere bei unidirektionalen Prepregs | Geschlossener hydraulischer Servocontrol mit programmierbaren Rampen |
| Vorzeitige Kühlung | Oberflächen-„Haut“-bildung vor vollständiger Verdichtung; innere Porosität | Synchronisierte Temperatur-Druck-Profile, die den Schmelzzustand bis zur vollständigen Verdichtung aufrechterhalten |
| Unregelmäßige Dicke | Maße außerhalb der Spezifikation gemäß ASTM/ISO; macht den Vergleich zwischen Chargen ungültig | Präzisionsgeschliffene parallele Platten mit optionalen Dickenabstandshaltern |
| Vulkanisierungs-/Aushärtevariation | Inkonsistente Vernetzungsdichte in elastomeren Matrizes | Programmierbare mehrstufige Aushärteprofile mit Echtzeit-Datenprotokollierung |
Die Tabelle ist nicht theoretisch. In der Gummischlack-Verbundforschung kann eine Abweichung von 3 °C während der Vulkanisierung den Elastizitätsmodul um 8 % verschieben. In thermoplastischen Nanokompositen ändert ein Druckunterschied von 1 MPa die planare Ausrichtung von Bornitrid-Füllstoffen und verändert die durch-Ebene-Wärmeleitfähigkeit um einen messbaren Betrag. Präzision ist kein Luxus; sie ist der Unterschied zwischen Signal und Rauschen.
Die Lösung unter der Platte

Wenn Sie vor einer modernen Laborheißpresse stehen, sehen Sie Stahl und Hydraulik. Was Sie bekommen, ist eine Entscheidungsmaschine für die Mikrostrukturkontrolle.
Moderne Pressen integrieren Vakuumkammern, um flüchtige Bestandteile bevor sie zu gefangenen Blasen werden, herauszuziehen, programmierbare Kraft-Weg-Kurven, die Überverdichtung verhindern, und schnelle Wasserkühlung, die den gewünschten kristallinen Zustand über eine gesamte Charge einfriert. Die besten von ihnen liefern nicht nur Wärme und Druck – sie erzwingen ein thermomechanisches Protokoll, das so reproduzierbar ist wie eine Standardlabormethode.
Hier wird Ausrüstung zu einem echten Partner in der Forschung. In unserer Expertenlaborabteilung bieten wir vollständige Probenvorbereitungslösungen, die speziell für die Materialwissenschaft entwickelt wurden. Unsere Hydraulikpressenlinie umfasst Standardlaborpresse, XRF-Pelletpressen, Heißpressen mit Vakuumfähigkeit für hohlraumfreie Formgebung sowie Kalt- und Warmisostatische Pressen für komplexe Pulververdichtungsgeometrien. Diese Systeme teilen eine gemeinsame Designphilosophie: die Präzision liefern, die Sie benötigen, um Ihren Proben vollständig zu vertrauen.
Über die Presse hinaus berücksichtigt ein wirklich integrierter Vorbereitungsworkflow auch vorgelagerte Schritte. Partikelgröße und -form beeinflussen direkt, wie Pulver unter Wärme verdichten und fließen. Deshalb hilft unsere ergänzende Ausrüstung – Planetenmühlen, Strahlmühlen, flüssigstickstoffgekühlte Mühlen und Vibrationssiebe – Ihnen, die gesamte Kette vom Rohpulver bis zur Endprobe zu steuern. Ein homogenes, gut charakterisiertes Pulver, das unter perfekter thermischer Kontrolle gepresst wird, liefert Daten, die Sie verteidigen können.
Die Romantik des Ingenieurs

Es gibt eine stille Schönheit darin, zuzusehen, wie sich ein chaotischer Haufen Pulver unter der sanften, unsichtbaren Choreografie von Temperatur und Kraft in ein glänzendes, flaches, strukturell perfektes Blatt verwandelt. Die Polymerketten, die einmal verheddert und regungslos waren, fließen nun, richten sich aus und verriegeln sich in eine technische Ordnung. Die Luft, die einmal Partikel trennte, ist verschwunden, ersetzt durch molekularen Kontakt an jeder Grenzfläche.
Diese Transformation ist keine Magie. Sie ist Thermodynamik, Fluidmechanik und Wärmeübertragung – Disziplinen, die alt genug sind, um für jeden, der Dinge baut, die nicht versagen dürfen, romantisch zu wirken. Und die Proben, die aus einer sorgfältig gesteuerten Heißpresse hervorgehen, sind keine bloßen Proben. Sie sind der ehrliche physische Ausdruck des wahren Charakters eines Materials. Keine versteckten Fehler. Keine Ausreden. Nur die stille Zuversicht, dass das, was Sie messen, das ist, was Sie gemacht haben.
Ob Sie die nächste Generation thermoplastischer Verbundwerkstoffe für die Luftfahrt entwickeln, elastomatische Dämpfer optimieren oder bio-basierte Polymermatrizes entwickeln, die die sanftesten thermischen Profile erfordern, Ihr Formgebungsprozess ist die Brücke zwischen Formulierung und Wahrheit. Überqueren Sie sie mit Sorgfalt.
Quicklinks
Empfohlene Produkte
6-Tonnen-Klein-Einzeldruck-Tablettenpresse Labor-Pulver-Partikel-Tablettiergerät TablettenformmaschineWeiterführende Lektüre
Der unsichtbare Schwachpunkt: Wie Vakuumsysteme in Hydraulikpressen Kunststein vor sich selbst retten Die verborgene Mechanik der Dichte: Wie eine einfache Presse sprödes Pulver in unzerstörbare Verbundwerkstoffe verwandelt Die Schichten, die nicht flach liegen wollten: Warum neun Keramiklagen eine Laborpresse erfordern, die in Mikron denkt Der Riss im Tiegel: Ein Systemansatz zur perfekten Herstellung von Bismutfarrit-Targets und die verborgene Physik der Pulververdichtung Vom Staub zu den Daten: Wie Präzisions-Laborpressen die Wahrheit in der Mineralprüfung schmiedenPowderPreparation
Last updated on May 15, 2026



