Die Schichten, die nicht flach liegen wollten: Warum neun Keramiklagen eine Laborpresse erfordern, die in Mikron denkt
May 17, 2026

Der stille Bruch im Ofen
Sie öffnen den Sinterofen und erwarten eine monolithische Keramik. Stattdessen finden Sie ein Buch, das im Feuer auseinandergefallen ist – sich ablösende Schichten, Kanten, die von Mikrorissen gesäumt sind. Niemand hat es kommen sehen. Der Grünkörper sah perfekt aus. Aber Perfektion bei Raumtemperatur ist eine Illusion, die große Hitze schnell zerstört.
Das Problem begann Stunden zuvor, in einer Laborpresse, die darüber log, wie stark sie drückte.
Die meisten Ausfälle bei mehrschichtigen Keramiken sind keine Materialfehler. Es sind Steuerungsfehler. Sie passieren, weil eine Presse Druck ungleichmäßig ausgeübt hat und Dichtegeister hinterließ, die erst sichtbar werden, wenn das Teil bei 1600°C schrumpft.
Neun Lagen, ein Atemzug
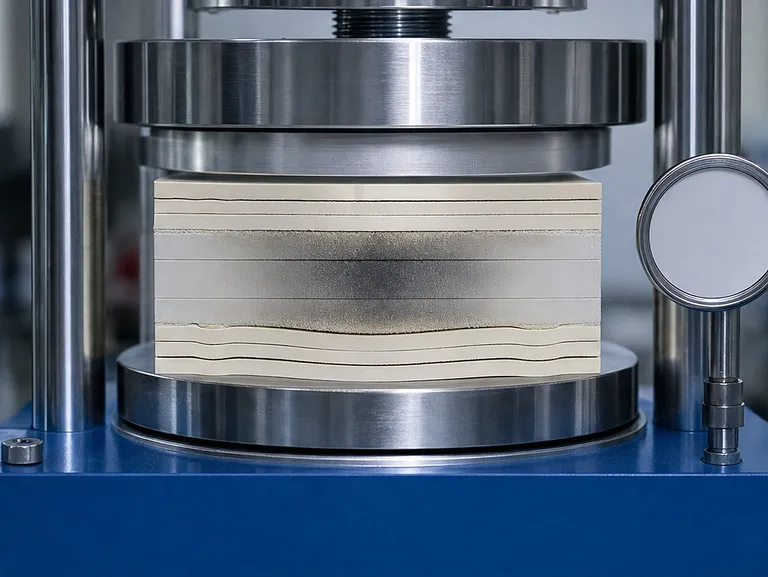
Ein Aluminiumoxid-Mullit-Zirkonoxid (AMZ)-Laminate ist kein einzelnes Objekt. Es ist ein Stapel aus neun separaten Identitäten – jede Schicht nur 35 bis 40 Mikrometer dick – zusammengehalten durch das Versprechen eines gleichmäßigen Drucks. Das Versprechen ist einfach: Jedes Teilchen in jeder Schicht soll die gleiche Kraft spüren.
Das menschliche Auge kann eine 40-Mikrometer-Schicht nicht sehen. Sie ist dünner als ein Staubkörnchen, das im Nachmittagslicht schwebt. Doch in dieser hauchdünnen Schicht lebt die gesamte mechanische Zukunft einer Hochleistungskeramik. Drückt die Presse am linken Rand stärker als am rechten, verdichten sich die linken Schichten mehr. Sie schrumpfen beim Sintern weniger. Die rechte Seite schrumpft mehr. Die daraus resultierende Spannung macht sich erst bemerkbar, wenn der Ofen abkühlt und das Laminat sich daran erinnert, dass es nie wirklich eine Einheit war.
Das ist die Psychologie der Präzisionsmechanik: Wir bauen Vertrauen in unsichtbare Dimensionen.
Dichtegradienten sind eine Flüssigkeit, die denkt, sie sei ein Festkörper
Was der Stempel wirklich tut
Wenn eine Hydraulikpresse auf ein Pulver oder einen Stapel gießgesinterter Folien niedergeht, "quetscht" sie sie nicht einfach nur. Sie orchestriert eine Lawine in Zeitlupe. Partikel gleiten, rotieren und lagern sich neu. Hohlräume kollabieren. Bindemittel erweichen und verteilen sich neu. Dieser Tanz benötigt Zeit und vor allem Gleichmäßigkeit.
Eine Presse, die einen kurzen Kraftstoß liefert, erzeugt eine Haut hoher Dichte über einem weichen Inneren. Eine Presse, deren Druck zwischen den Zyklen um 2 % abweicht, führt 2 % mehr Unsicherheit in die gesinterten Abmessungen ein. In der Forschung untergräbt dieses 2 % die statistische Signifikanz. In der Produktion untergräbt es die Gewinnspannen.
Der versteckte Fehlermodus
Selbst wenn sich die Schichten anfangs verbinden, speichert ungleichmäßige Verdichtung elastische Energie. Während des organischen Ausbrennens – wenn Bindemittel verdampfen – lösen sich diese belasteten Bereiche wie winzige Federn. Das Ergebnis ist Delamination, die wie ein Fertigungsfehler aussieht, aber tatsächlich ein Pressfehler ist, der zeitlich versetzt auftritt.
Die psychologische Kosten einer inkonsistenten Presse ist Zweifel. Sie vertrauen Ihren Ergebnissen nicht mehr. Sie fügen Wiederholungen hinzu. Sie verschärfen jede andere Variable, ohne zu erkennen, dass die Presse selbst die Variable ist.
Warum Druck ein Gedächtnis braucht
Haltezeit als Verhandlung
Ein Keramikpulverkorn findet nicht sofort seine ideale Position. Es braucht einen Moment, um sich zu setzen – eine Haltezeit bei Spitzenlast – in der die Presse den Druck hält und das Partikelnetzwerk sich entspannen lässt. Das ist keine Leerlaufzeit. Es ist eine aktive Verhandlung zwischen Kraft und Reibung.
Laborpressen mit digitaler Drucküberwachung machen diese Verhandlung sichtbar. Sie sehen, wie die Last sich stabilisiert, beobachten, wie sich die Kurve abflacht, und wissen, dass das Mikrogefüge ein Gleichgewicht erreicht. Dieses Wissen ersetzt Raterei durch Beweise.
Das Gebot der langsamen Belastung
Für ultradünne AMZ-Schichten wird die Belastungsrate zu einem Überlebensparameter. Fährt der Stempel zu schnell, kann Luft zwischen den Schichten nicht entweichen. Sie wird komprimiert und dehnt sich bei Druckentlastung aus, wodurch linsenförmige Hohlräume entstehen. Eine hochpräzise Presse, die zu langsamer, bedächtiger Belastung fähig ist – oft bis zu Bruchteilen eines Millimeters pro Sekunde – verwandelt einen mechanischen Vorgang in eine Atemübung.
Die Tabelle, die das Versagen erklärt
Hier ist, was die Presse liefern muss und was sie verhindert:
| Wesentliche Anforderung | Vorteil für AMZ-Laminate | Psychologische Erleichterung, die sie bietet |
|---|---|---|
| Gleichmäßige Druckverteilung | Nahtlose Bindung über 35–40 μm dicke Schichten | Gewissheit, dass jede Kante die gleiche Zukunft sieht |
| Präzise Druckkontrolle | Beseitigt interne Dichtegradienten | Befreiung von der Angst vor verstecktem Verzug |
| Hohe Packungsdichte (>85 % theoretisch) | Maximiert die Partikelumlagerung | Vertrauen in die endgültige mechanische Festigkeit |
| Digitale Überwachung & Driftkorrektur | Identische Bedingungen von Charge zu Charge | Vertrauen in die Wiederholbarkeit der eigenen Arbeit |
| Fähigkeit zur langsamen Belastung | Kein Lufteinschluss zwischen hauchdünnen Schichten | Beruhigung, wenn Sie die Ofentür schließen |
Die Romantik des Stempels
Es steckt eine Ingenieursromantik in einer Maschine, die mit der Kraft eines Kleinwagens pressen, sich dabei aber auf wenige Zehn Newton genau regulieren kann. Sie spricht etwas Tiefgründiges an: den Wunsch, das zu kontrollieren, was man nicht sehen kann.
Eine hochpräzise Laborhydraulikpresse formt mehr als nur Keramik. Sie formt eine Bindung zwischen dem Wissenschaftler und dem Ergebnis. Sie verwandelt einen stochastischen Prozess – die Partikelverdichtung – in eine deterministische Kunst. Wenn das neunschichtige AMZ-Laminat flach und ganz aus dem Sinterofen kommt, ist das keine Magie. Es ist die Erinnerung an gleichmäßigen Druck, die in jedes Korn eingeschrieben ist.
Aufbau eines kompletten Ökosystems für den Grünkörper
Natürlich ist die Presse bei ihrer Aufgabe nie allein. Sie steht am Ende jedes anderen Vorbereitungsschrittes. Die Reinheit des Pulvers, die Partikelgrößenverteilung aus der Kugelmühle oder Strahlmühle, die durch einen Entschäumungsmischer erzeugte Homogenität – alles konvergiert im Moment des Pressens.
Unser Ansatz ist es, die Probenvorbereitung nicht als Abfolge isolierter Werkzeuge zu behandeln, sondern als ein System mit einem einzigen Ziel: einen Grünkörper, der so homogen ist, dass er keine inneren Grenzen zu haben scheint. Von kryogenen Mühlen, die wärmeempfindliche Phasen intakt halten, bis hin zu Backenbrechern, die die Größereduktionskaskade einleiten – jedes Gerät erhält die Möglichkeit zur Präzision, wenn der Stempel endlich niedergeht.
Ob die Anwendung eine Standard-Laborpresse, eine Kalt- oder Warmisostatische Presse (CIP/WIP), die das Teil mit flüssigkeitsähnlichem Druck umgibt, oder eine Vakuum-Heißpresse, die Verdichtung und Sintern kombiniert, erfordert – die Architektur der Kontrolle bleibt dieselbe.
Wählen Sie Ihre Druckphilosophie
- Wenn Ihre Obsession strukturelle Zuverlässigkeit ist, wählen Sie eine Presse, die eine stabile Haltezeit aufrechterhalten kann – Minuten unverwandter Kraft.
- Wenn Ihre Obsession maßliche Präzision ist, fordern Sie digitale Drucküberwachung, die jeden Zyklus protokolliert, sodass keine Charge allein dasteht.
- Wenn Ihre Obsession Dünnschichtlaminate ist, bestehen Sie auf programmierbaren langsamen Belastungsraten, die 40 Mikron als Territorium behandeln, nicht als nachträglichen Einfall.
Ein letzter Pakt

Keramik bricht, wenn sich Spannung konzentriert. Grünkörper brechen, wenn sich Druck konzentriert. Beide Fehler haben eine gemeinsame Ursache: einen Mangel an Gleichmäßigkeit.
Das neunschichtige AMZ-Laminat ist ein Test. Es fragt: Können Sie sanft genug pressen, um die Schichten zu bewahren, und doch fest genug, um sie zu einer Einheit zu machen? Die Antwort liegt nicht allein in der Kraft, sondern in der Kontrolle. Wenn Sie eine Presse haben, die sich daran erinnert, was sie das letzte Mal getan hat, und es mit digitaler Präzision wiederholt, dann bekämpfen Sie keine Variabilität mehr, sondern bauen Zuverlässigkeit auf.
Ihr nächster Grünkörper kann als Denkmal der Präzision aus dem Ofen kommen oder als ein weiteres zerbrochenes Rätsel. Der Unterschied lebt in den mikrometergenauen Entscheidungen, die lange getroffen werden, bevor die Hitze die Keramik berührt.
Quicklinks
Empfohlene Produkte
Manuelle Tablettenpresse mit Doppelskalen-Druckmesser für die Probenvorbereitung in pharmazeutischen, lebensmittel- und chemischen Laboren 6-Tonnen-Klein-Einzeldruck-Tablettenpresse Labor-Pulver-Partikel-Tablettiergerät Tablettenformmaschine 5 Ton Einstanz-Tablettenpresse für Labor und Kleinserienproduktion 6-Ton-Frequenzgesteuerte Einstanz-Tablettenpresse Universeller Laborpulverisierer / Mühle für Kleinchargen-Pulververarbeitung und Materialwissenschaftliche ForschungWeiterführende Lektüre
Der Moment der Wahrheit bei Feststoffschmierstoff-Verbundwerkstoffen: Warum Ihre Hydraulikpresse alles entscheidet Die verborgene Mechanik der Dichte: Wie eine einfache Presse sprödes Pulver in unzerstörbare Verbundwerkstoffe verwandelt Vor dem Ofen: Ein Gespräch mit dem Chaos – Wie präzise Pulververarbeitung und Kompaktierung die Zuverlässigkeit von Kernbrennstoff formen Der Riss im Tiegel: Ein Systemansatz zur perfekten Herstellung von Bismutfarrit-Targets und die verborgene Physik der Pulververdichtung Die 15-Tonnen-Wahrheit: Warum Ihre Elementaranalyse nur so gut ist wie Ihr PresslingPowderPreparation
Last updated on May 14, 2026
Ähnliche Produkte

Manuelle Tablettenpresse mit Doppelskalen-Druckmesser für die Probenvorbereitung in pharmazeutischen, lebensmittel- und chemischen Laboren

6-Tonnen-Klein-Einzeldruck-Tablettenpresse Labor-Pulver-Partikel-Tablettiergerät Tablettenformmaschine

5 Ton Einstanz-Tablettenpresse für Labor und Kleinserienproduktion

6-Ton-Frequenzgesteuerte Einstanz-Tablettenpresse

Universeller Laborpulverisierer / Mühle für Kleinchargen-Pulververarbeitung und Materialwissenschaftliche Forschung

Hochgeschwindigkeits-Schwinglabor-Mühle für Feinpulververmahlung und Probenvorbereitung

Automatischer Vibrationspulverzuführer für die Labor-Materialbearbeitung Präzisions-Vibrations-Trichterzuführer für die Handhabung von körnigen und pulverförmigen Materialien Industrietauglicher Vibrations-Schalenförderer für die konsistente Probenvorbere

Hochgeschwindigkeits-Kleinstlaborbrecher für die Probenvorbereitung von trockenen Materialien

Laboratory Scheibenmühle für mittelharte Materialien – Kohle, Koks, Erz Pulverisierer

Laborscheibenmühle für die Probenvorbereitung von Erzen und Mineralien

Multifunktionale Hochleistungs-Hochgeschwindigkeits-Laboratoriumsmühle

Hochgeschwindigkeitsmühle für Spurenproben – Labor-Pulvermühle

Kleiner Hochgeschwindigkeits-LaborMühle für schnelle Probenvorbereitung

Labor-Backenbrecher 100x60mm

Kundenspezifischer Labor-Backenbrecher mit erhöhter Bauhöhe für präzise Probenvorbereitung in der Materialwissenschaft

Labor-Doppelwalzenbrecher für Materialien mittlerer Härte Kohle Erz Probenvorbereitung

Labor-Messermühle für Probenhomogenisierung und Lebensmittelzubereitung großer Probenvolumina

Hochgeschwindigkeits-Laborpulverzerkleinerer Kleinchargen-Probenvorbereitungsmühle

Laborkieferbrecher 2025 Modell für Erz- und sprödes Material





